Water-saving Technological Renovation Water Savings (10,000 tons)
Lingkungan
Yingfa selalu menjunjung tinggi konsep Pembangunan Berkelanjutan, secara aktif melaksanakan tujuan strategis "Dual Karbon", serta berkomitmen untuk mewujudkan pembangunan berkelanjutan secara menyeluruh di berbagai dimensi, termasuk produksi hijau, manufaktur hijau, rantai pasok hijau, dan teknologi hijau.
Mematuhi secara ketat peraturan perundang-undangan nasional dan kebijakan daerah yang berlaku, termasuk "Undang-Undang Sumber Daya Air Republik Rakyat Tiongkok" dan "Undang-Undang Pencegahan dan Pengendalian Pencemaran Air Republik Rakyat Tiongkok", serta menyusun dan melaksanakan "Prosedur Manajemen Penghematan Air dan Listrik", secara berkesinambungan memperkuat manajemen penggunaan air, terus mengoptimalkan struktur penggunaan air, dan mengurangi risiko operasional akibat kelangkaan sumber daya air.
Performance Highlights
Energy-saving Technological Renovation Achieved Electricity Savings (10,000 kWh)

Water and Energy Conservation Improvement Measures Projects (Items)
Factory Rooftop Photovoltaic Power Generation (10,000 kWh)
Sustainable Development Management
Yingfa Ruineng actively establishes an energy-saving and low-carbon management system, formulates long-term energy-saving plans, improvement schemes, and technical research plans, along with annual energy consumption plans. The company also implements reasonable energy usage measures and supervises energy management, establishing and improving detailed rules and implementation methods for energy management rewards and penalties. Yingfa Ruineng is committed to fulfilling corporate social responsibilities and striving to build a green and low-carbon production and operational model.
Water Resources Management
The company places great emphasis on water resource management, adopting a comprehensive water resource management strategy. Not only does it implement innovative measures in water conservation management, but it also continuously optimizes water-saving processes and promotes water-saving technological renovations. This ensures the sustainable use of water resources and effectively reduces water dependency and water shortage risks.
Energy Management
Yingfa Ruineng actively fulfills its corporate social responsibility and strives to build a green and low-carbon production and operational model. We fully recognize the importance of energy management in achieving sustainable development and continuously enhance the company's energy management capabilities. The company has established a three-tier energy management structure and comprehensively implements an energy management responsibility system throughout its production and operations.The company actively responds to the national strategic call for energy transition, proactively certifying voluntary carbon emission reductions (CCER) to optimize the energy structure, promote green and low-carbon production, and contribute to the achievement of the national dual-carbon goals. We focus on improving energy usage efficiency throughout our operations, setting relevant plans and targets annually, and monitoring the progress of their implementation. To achieve energy efficiency goals, we have established an internal energy performance incentive policy and set up a special award for energy-saving achievements. Departments that make significant energy-saving contributions or meet key energy-saving performance indicators are rewarded, thereby motivating all departments to actively engage in energy conservation and emission reduction, effectively leading to a significant reduction in energy consumption.
Medium-temperature water renovation
By increasing the precision dynamic electric flow balance adjustment, the medium-temperature water no longer requires the use of plate heat exchangers, reducing heat exchange losses. This leads to a decrease in the overall energy consumption of the chiller, saving approximately 20.2 million kWh of electricity annually.
Optimizing heat recovery with cooling tower pre-cooling
The workshop's heat recovery system extracts high-temperature air, which was previously cooled directly to approximately 15°C using chilled water—resulting in excessive chilled water consumption. To improve efficiency, a pre-cooling air handling unit (AHU) was installed, utilizing a circulating tap water system for preliminary cooling. This reduces the load on the chiller and decreases electricity consumption, saving approximately 6.4 million kWh of electricity annually.
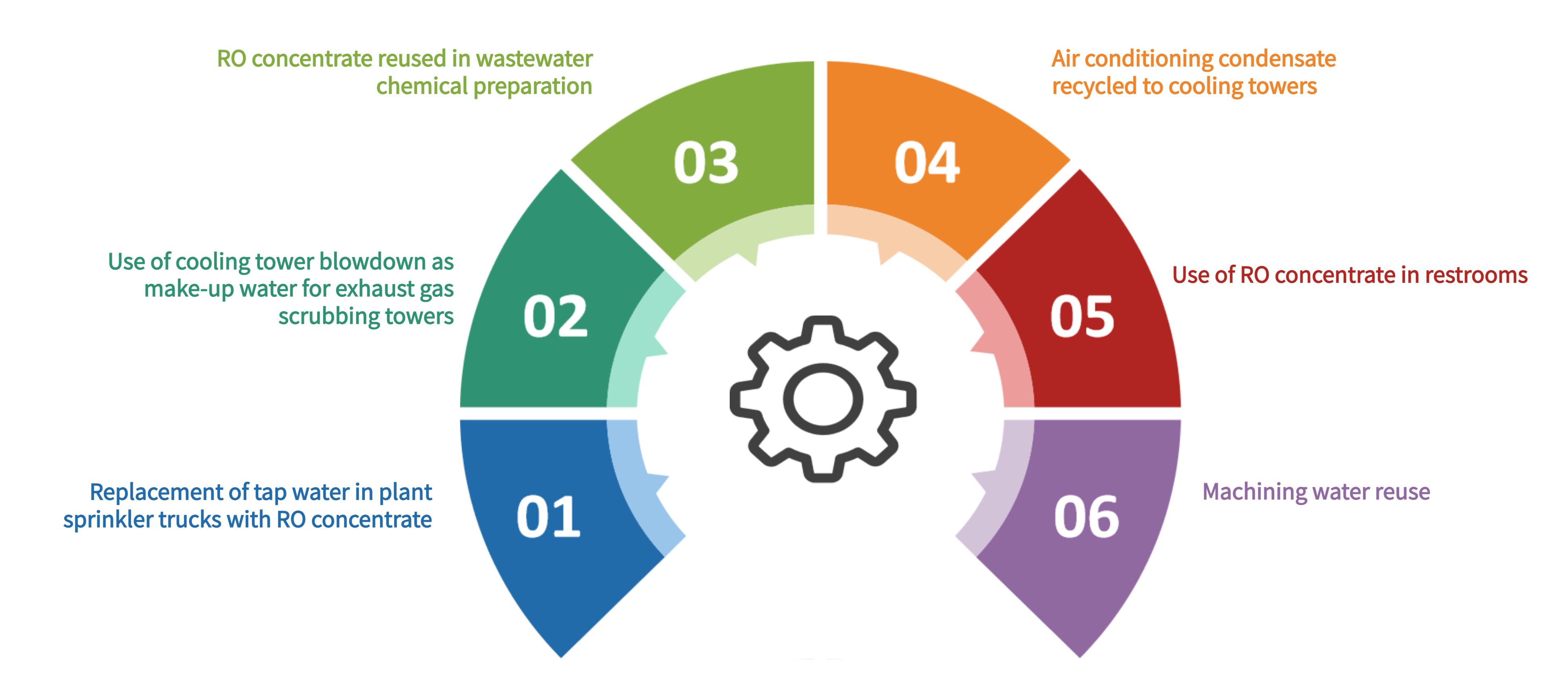
Circular Economy
By increasing the precision dynamic electric flow balance adjustment, the medium-temperature water no longer requires the use of plate heat exchangers, reducing heat exchange losses. This leads to a decrease in the overall energy consumption of the chiller, saving approximately 20.2 million kWh of electricity annually.
Concentrated Alkali Waste Liquid Recovery
The large amount of concentrated alkali waste liquid from intermediate product cleaning is recovered and used for acid gas removal in the tail gas tower. This not only saves on tail gas treatment chemicals but also reduces wastewater treatment costs.
Ammonium Sulfate Recycling and Reuse
The original process involved discharging high-ammonia nitrogen wastewater to the wastewater station for biochemical treatment. This process, due to the needs of microbial growth and metabolism, consumes a large amount of carbon source and liquid alkali to treat the wastewater to meet discharge standards. To reduce operational chemical costs and increase the revenue from by-products, the MVR project has been initiated.
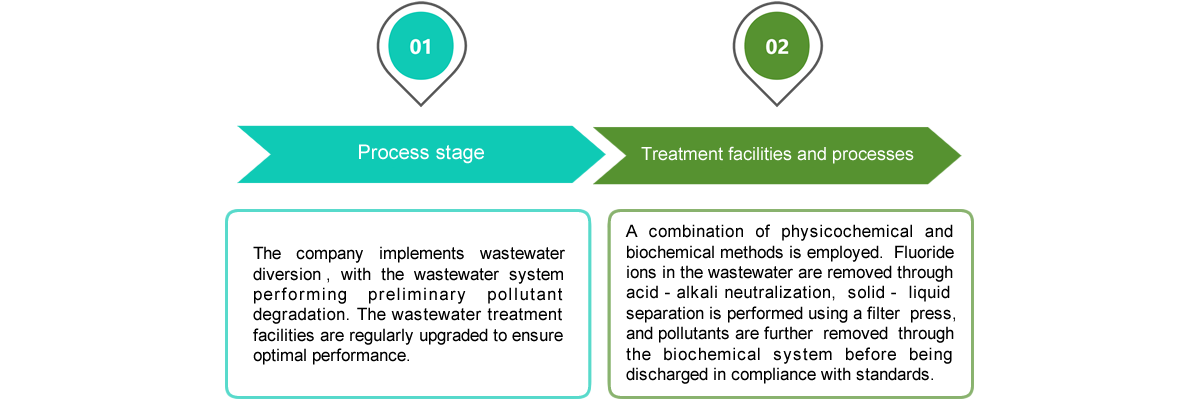
Wastewater Management
Yingfa Ruineng strictly adheres to the "Water Pollution Prevention and Control Law of the People's Republic of China," the "Integrated Wastewater Discharge Standards," and the legal and regulatory requirements of its operating locations. The company classifies wastewater management based on its source and composition, while implementing a two-stage wastewater treatment process to improve treatment quality and prevent negative environmental impacts from wastewater discharge.
Waste Management
The company actively practices green development and enhances its solid waste management capabilities. The company will continue to promote the reduction, resource utilization, and harmless treatment of solid waste, fulfill its environmental responsibilities, and contribute to the creation of a clean and beautiful environment.
Strengthen Management
Strictly implement the company's solid waste management system, strengthen employee training, and enhance environmental awareness and standardized operational capabilities.
Strict Control of Classification
Strictly enforce the classification and separate storage of hazardous waste and general solid waste, eliminate mixed storage, and reduce the generation of hazardous waste.
Resource Utilization
The company entrusts qualified organizations to regenerate and reuse hazardous waste activated carbon. General solid waste is recycled and utilized by qualified third-party organizations.
Organization Carbon Emissions